



类别 型号高*宽 H*BH B T1 T2 kg/m
HM中翼缘 600*300582*30058230012 17 137
588*30058830012 20 151.1
594*30259430214 23 175
HN窄翼缘 150*75 150*75 15075 5 7 14.3
175*90 175*90 17590 5 8 18.2
200*100198*99 19899 4.5 7 18.5
200*1002001005.5 8 21.7
250*125248*1242481245 8 25.8
250*1252501256 9 29.7
300*150298*1492981495.5 8 32.6
300*1503001506.5 9 37.3
350*175346*1743461746 9 41.8
350*1753501757 11 50
400*200396*1993961997 11 56.7
400*2004002008 13 66
450*200446*1994461998 12 66.7
450*2004502009 14 76.5
500*200496*1994961999 14 79.5
500*20050020010 16 89.7
506*20150620111 19 103.1
600*200596*19959619910 15 95.2
600*20060020011 17 106.1
606*20160620112 20 120.3
700*300692*30069230013 20 166
700*30070030013 24 185
800*300792*30079230014 22 191
800*30080030014 26 210
900*300900*30090030016 28 243



阔恒兴旺贸易有限公司位于[地址。经营范围包括 广西北海热镀锌工字钢。我公司以科学的管理、准确的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。品牌、销售和网络服务支撑了公司市场地位的竞争要素,精心编织销售和网络服务,建立和完善市场快速反应机制,适应市场变化的随机性,满足市场产品需求的多样性。





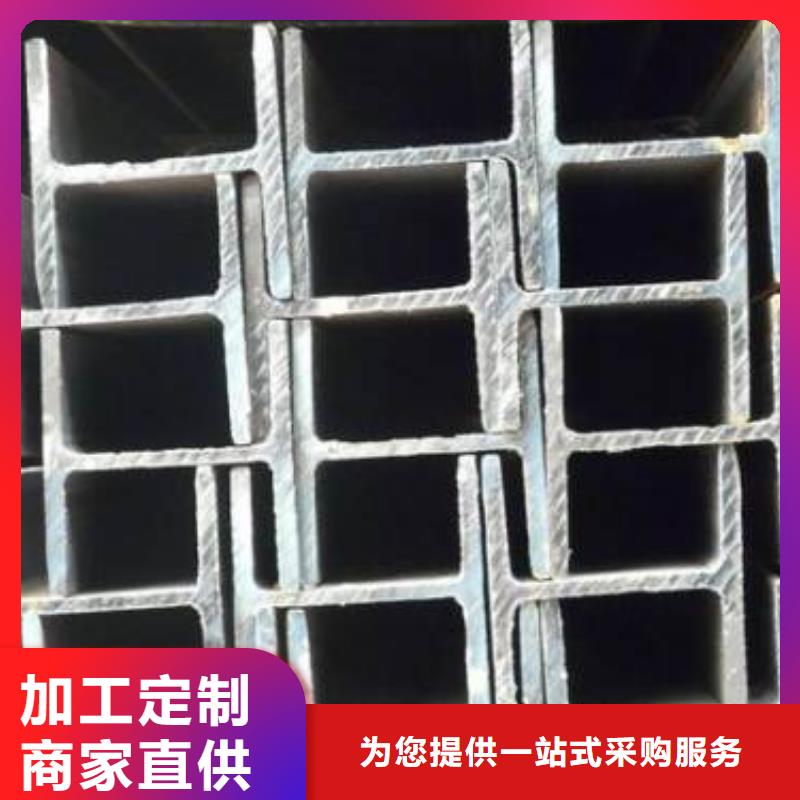
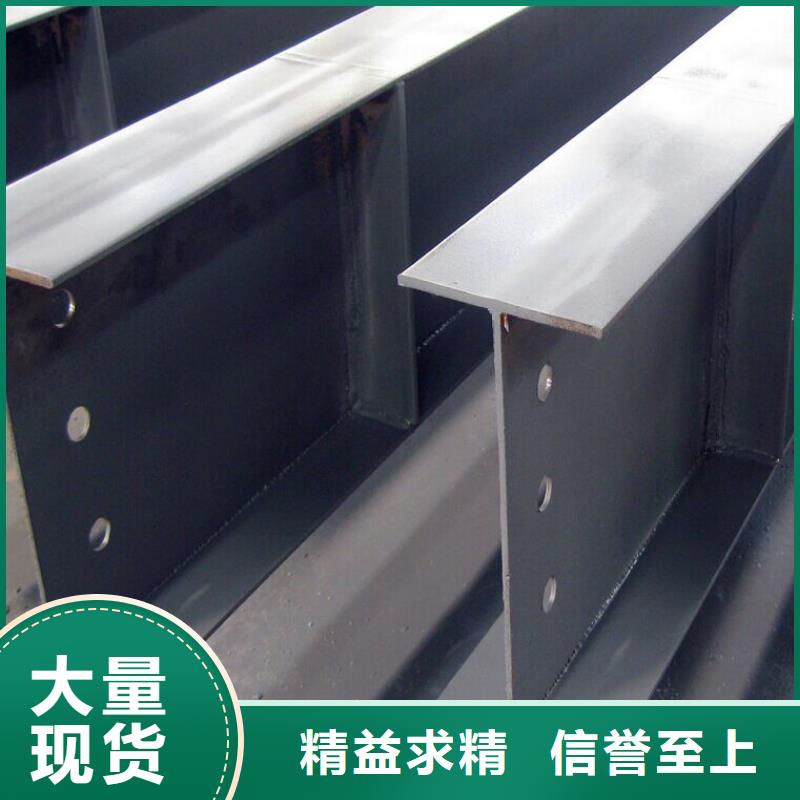
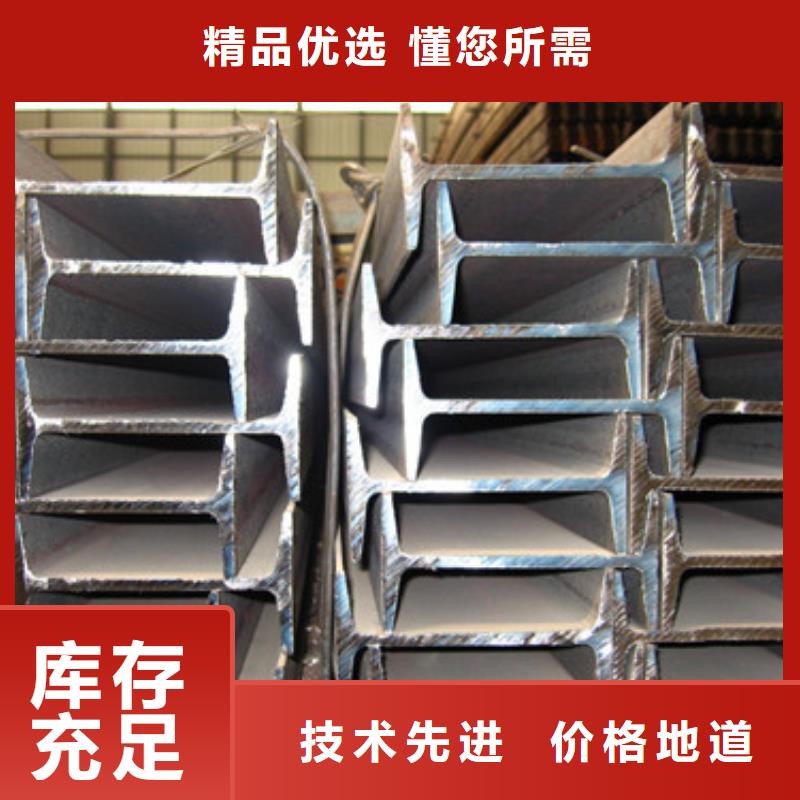
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在连续式焊接机组上将翼缘和腹板焊接在一起。焊接H型钢有金属消耗大、不易保证产品性能均匀、尺寸规格受限制等缺点。因此,H型钢以轧制方法生产为主。在现代化的轧钢生产中,使用轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊侧面和立辊之间同时轧制成形。由于仅用轧机尚不能对翼缘边端施以压下,这样就需要在机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并控制翼缘宽度。在实际轧制操作中,把这两座机架作为一组,使轧件往复通过若干次(图2a),或者是令轧件通过由几架机座和一两架轧边端机座组成的连轧机组,每道次施加一定的压下量,将坯料轧成所需规格形状和尺寸的产品。在轧件的翼缘部位,由于水平辊侧面与轧件之间有滑动,轧辊的磨损比较大。为了保证重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的侧面以及与其相对应的立辊表面呈3°~8°的倾角。为修正成品翼缘的倾角,设置成品轧机,又叫精轧机,其水平辊侧面与水平辊轴线垂直或有较小的倾斜角,一般不大于20′,立辊呈圆柱状.

